
奶油生产的全部过程中产生的废气废水主要来自于以下几个环节:原料预处理、杀菌消
奶油生产的全部过程中产生的废气废水主要来自于以下几个环节:原料预处理、杀菌消毒、均质处理、发酵过程、包装工序以及设备清洗等。这些环节产生的污染物具有有机物含量高、油脂浓度大等特点,需要针对性处理。
包括:挥发性有机物(VOCs)、乳脂肪微粒、发酵过程中产生的异味气体(如氨气、硫化氢)、蒸汽等。其中VOCs主要来自于奶油生产的全部过程中的溶剂挥发和发酵工序,而乳脂肪微粒则大多数来源于喷雾干燥和均质工序。
包含:高浓度有机物(COD可达2000-8000mg/L)、油脂(100-500mg/L)、乳糖、蛋白质、清洗剂残留以及少量酸碱物质。这类废水具有可生化性较好但负荷波动大的特点,且容易腐败发臭,需要及时处理。
:首先通过旋风分离器或湿式洗涤塔去除废气中的大颗粒乳脂肪和粉尘,这一步骤能去除60%以上的悬浮颗粒物。
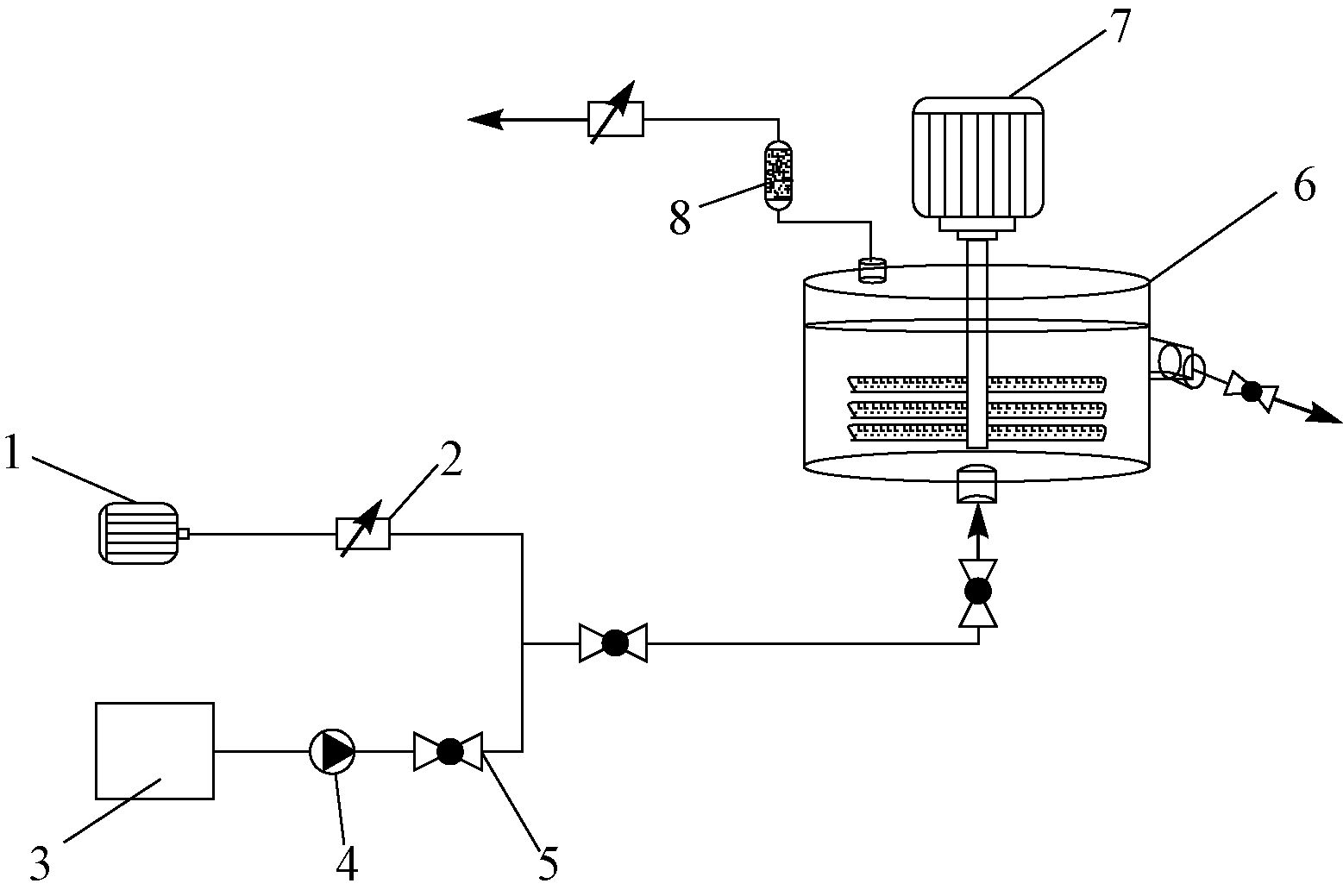
:适用于低浓度VOCs废弃净化处理,通过活性炭的多孔结构吸附有机废气分子,净化效率可达85-95%。
:利用微生物降解废气中的有机成分,很适合处理含氨、硫化氢等恶臭气体,去除率可达90%以上。
:通过高效过滤器确保排放气体中颗粒物浓度低于20mg/m³,必要时增设除臭装置。
整套系统采用PLC自动控制,实时监测进出口气体浓度,确保处理效果稳定可靠。
整个系统模块设计水力停滞时间(HRT)为24-36小时,污泥龄(SRT)控制在15-20天,确保处理效果稳定。
:该企业日产量达50吨奶油制品,废水排放量约200m³/d,原有处理设施老化,不足以满足新排放标准要求。
采用调节池+高效气浮+IC厌氧反应器+MBR膜生物反应器+臭氧氧化组合工艺。特别设计了双级气浮装置应对油脂波动,IC反应器容积负荷达15kgCOD/(m³·d),MBR系统通量控制在15LMH。
该项目投资回收期约3.5年,不仅解决了排放问题,还实现了水资源循环利用。
:专业生产高端发酵奶油,日处理牛奶原料300吨,废气大多数来源于发酵车间和干燥工段,废气量约20000m³/h。
设计旋风除尘+喷淋降温+生物滴滤+活性炭吸附+UV光氧组合工艺。生物滴滤塔采用特种填料和菌种,针对奶油废气成分优化;活性炭选用疏水型,适应高湿环境;系统配备在线监测和自动调节装置。
通过以上典型案例和技术分析能够准确的看出,奶油厂废气废水净化处理应该要依据企业实际情况定制解决方案,采用成熟可靠的工艺组合,同时注重运行管理和技术创新,才能实现稳定达标和经济的效果与利益双赢。
欧宝体育高清直播
电话:0531-86271322
传真:0531-82821322
手机:184-0531-6107
邮箱:281211186@qq.com
地址:济南市温泉西路8号